In the fiercely competitive and globally expanding landscape of Tissue Paper Manufacturing, consumer brand loyalty is dictated by two primary tactile metrics: bulk (the perceived 3D thickness and volumetric density of the paper) and softness (the smooth, velvet-like friction coefficient against the skin). However, engineering these two traits into a tissue sheet without sacrificing its structural tensile strength represents the ultimate industrial balancing act.
If a converting machine applies excessive web tension, the internal air pockets are crushed, resulting in a flat, rough, and unappealing product. Conversely, if the tension is too loose in an attempt to preserve that delicate softness, the production line will suffer from severe web wandering, frequent paper breaks, and chaotic machine jams, entirely destroying your Overall Equipment Effectiveness (OEE).
For plant directors and procurement engineers operating in 2026, the secret to mastering this equilibrium lies not merely in the upstream pulp chemistry, but in the advanced mechanical kinematics downstream. This comprehensive engineering whitepaper explores the exact equipment strategies, tension control protocols, and value-engineering processing technologies necessary to achieve world-class bulk and softness in tissue paper production, featuring authoritative engineering insights and real-world testing data from DeChangYu (DCY).
1. The Core of Tissue Paper Manufacturing: The Physics of Bulk and Softness
The primary challenge in Tissue Paper Manufacturing is managing the delicate physical structure of the cellulose fibers. When a jumbo roll is produced at the paper mill, it contains "crepe"—microscopic transverse folds created by a doctor blade scraping the semi-dry web off the Yankee drying cylinder. This creping process (usually targeting a 15% to 25% crepe ratio) gives the paper its initial longitudinal stretch, baseline bulk, and primary softness.
The ultimate objective of downstream converting equipment is to unwind, emboss, fold (or rewind), and cut this paper without pulling those microscopic folds flat. In modern tissue engineering, softness is typically quantified using a Tissue Softness Analyzer (TSA).
Table 1: TSA Data Comparison (Legacy Mechanical vs. Modern Vacuum Ecosystems)
Data Baseline: 13gsm virgin wood pulp, 2-ply structure.
Massively extends Mean Time Between Failures (MTBF)
To maintain these outstanding metrics, the converting line must be engineered with extreme precision, absolutely eliminating violent mechanical scraping during the folding process.
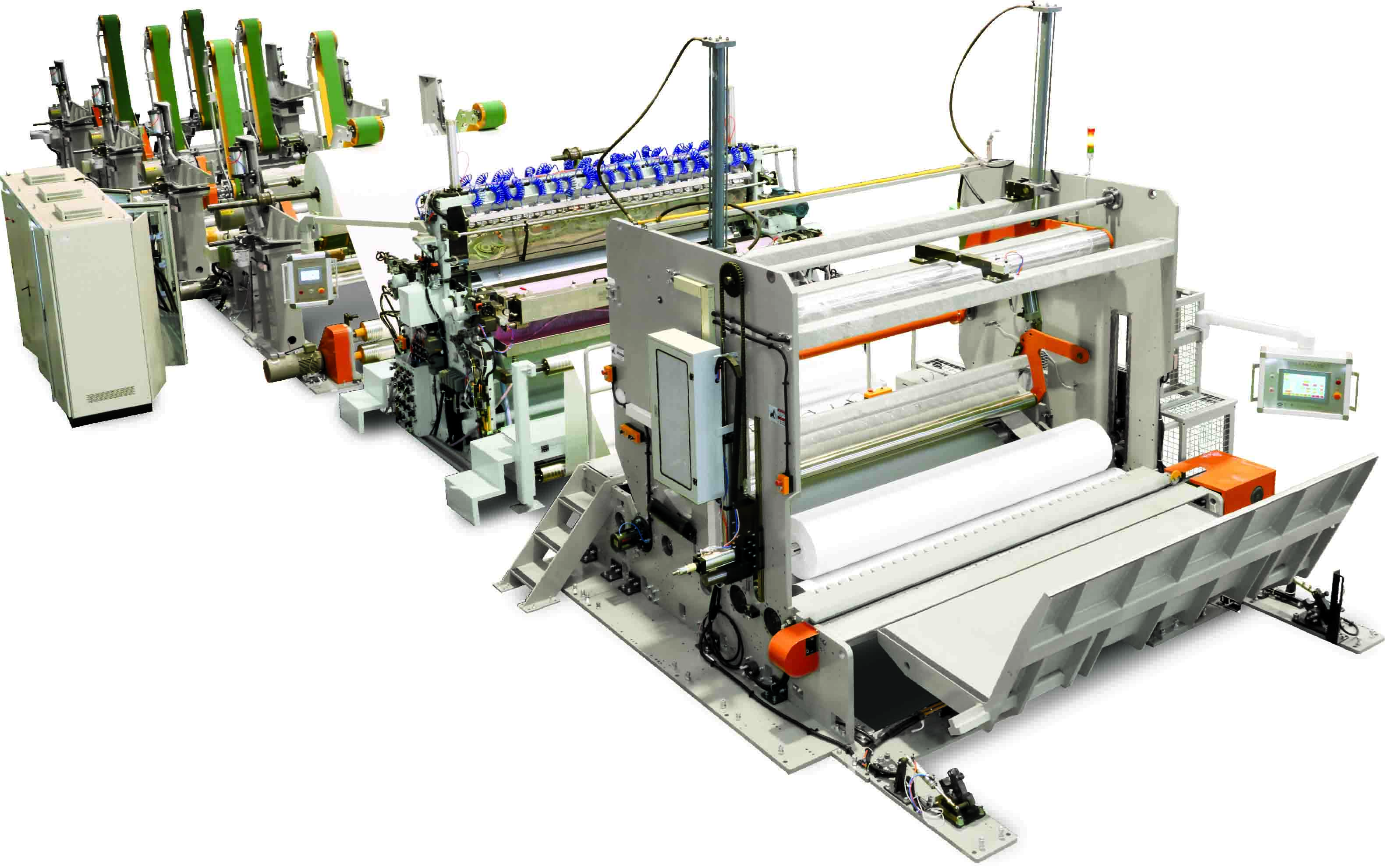
2. Raw Material Handling in Tissue Paper Manufacturing: Servo-Driven Kinematics
Before the paper even reaches the embossing or calendering units, Tissue Paper Manufacturing requires a flawless unwinding strategy. The specific mechanical way a 2.5-ton jumbo roll is handled at the backstand establishes the baseline softness of the final consumer product.
Overcoming Mass Moment of Inertia
Legacy converting machines utilize flat friction belts to drag the paper from the jumbo roll. This essentially acts as a severe mechanical brake. Using raw pulling force to overcome the immense mass moment of inertia of a fully loaded jumbo roll inevitably stretches the web, permanently crushing the fragile crepe structure before processing even begins.
The modern, high-yield strategy involves motorized, independent servo-driven backstands. By proactively driving the core of the jumbo roll with a synchronized Mitsubishi Servo motor rather than passively pulling the paper, the longitudinal web tension is drastically reduced. This allows the paper to essentially "float" into the converting line, retaining 100% of its original mill-produced bulk.
When processing ultra-premium 11gsm to 13gsm virgin wood pulp for facial tissues, utilizing the aerodynamic feeding technology found in the CJ-C Series Automatic Facial Tissue Production Line ensures that the fragile material is treated with the utmost care right from the first millimeter.
3. Tension Control in Tissue Paper Manufacturing: Closed-Loop PID Systems
The most destructive force to perceived softness in Tissue Paper Manufacturing is uncontrolled kinematic tension. When the paper web accelerates to industrial speeds exceeding 250 meters per minute, the tension must be monitored and adjusted in milliseconds to prevent fiber elongation.
The Engineering of Closed-Loop PID Algorithms
To maintain high bulk, the production line must utilize a Closed-Loop PID (Proportional-Integral-Derivative) Tension Control System. Unlike outdated mechanical dancer rollers that rely on physical weights and springs (which are highly prone to resonance and bouncing), modern PID systems are entirely digital.
Table 2: Performance Comparison (Open-Loop Magnetic Brake vs. Closed-Loop PID Servo)
System Architecture
Tension Fluctuation Rate
Web Break Frequency (Per Shift)
Max Stable Speed
Destructive Impact on Bulk
Legacy Open-Loop Magnetic Brake
± 8.0%
4 - 6 Breaks
< 150 m/min
High (Frequently flattens crepe)
Modern Closed-Loop PID Servo
± 0.5%
< 0.5 Breaks
250+ m/min
Extremely Low (Perfect volume retention)
This system utilizes highly sensitive load cells mounted on idler rollers to continuously measure the exact force applied to the paper web (in Newtons). If the Siemens PLC detects a tension spike that threatens to flatten the crepe, the PID algorithm instantly calculates the required offset and commands the upstream and downstream servo drives to adjust their torque. This dynamic phase-locking technology is a standard feature in DeChangYu's heavy-duty FC Series Slitting Rewinders.
4. Advanced Embossing: Creating Perceived Volume and Maximizing Profit Margins
In the realm of tissue converting, embossing is far more than a simple mechanical processing step to bond plies together; it is a core financial lever that can drastically increase a factory's profit margins. Proper embossing technology can artificially and significantly increase the perceived bulk and softness of the tissue, generating exceptionally lucrative commercial returns.
From a pure economic perspective: increasing the 3D macroscopic thickness of a single sheet means that far less raw material (base paper) is required to achieve the exact same packaging fullness. This directly lowers your core production costs.
A Striking Cost-Accounting Case Study: The 145 vs. 200 Sheets Profit Logic
In traditional facial tissue or soft-pack production, a standard plastic wrapping bag typically requires 200 sheets of flat, unembossed tissue to be completely full and give the consumer a "tight and plump" feel on the retail shelf.
However, if proper deep-embossing technology is introduced to prop up the microscopic air spaces between the sheets, the paper becomes noticeably fluffier and thicker. By adopting this technology, you only need 145 sheets to fill a pack of the exact same physical volume! While maintaining or even improving the consumer's tactile experience, this equates to a direct saving of over 25% in raw paper costs per pack.
Table 3: Annual ROI and Cost Reduction Analysis via Proper Deep Embossing Technology
Assumptions: Annual production of 10,000,000 packs, Base paper cost $1,000/Ton.
Production Strategy
Sheets Required Per Pack
Paper Cost Per Pack (For Identical Fullness)
Total Annual Paper Cost (10M Packs)
Net Annual Profit Increase
Traditional Flat Processing (No Deep Emboss)
200 Sheets
$0.20
$2,000,000
-
Proper PTP Deep Embossing Technology
145 Sheets
$0.145
$1,450,000
+ $550,000 in Pure Profit
To achieve this massive cost-reduction and efficiency-enhancement, modern high-end lines utilize Point-to-Point (PTP) nested embossing units. The rubber roller's "Shore A" hardness must be perfectly matched to the steel engraving depth. This is the underlying engineering technology that makes the highly profitable "145 sheets replacing 200 sheets" strategy a reality. You can further enhance this by integrating the FC Series Toilet Paper Printing Machine to add aesthetic premium value alongside structural volume. For an in-depth look, read the Complete Guide to Toilet Paper Printing.
5. Calendering: The Art of Surface Smoothness
If embossing creates bulk, calendering creates surface smoothness. A high-quality tissue line will utilize a calendering unit immediately before the folding or rewinding phase.
Calendering involves passing the web through a nip formed by two smooth steel rollers. The engineering challenge here is to apply just enough pressure to smooth out the surface fibers (increasing the TS750 smoothness metric) without crushing the internal bulk created by the embossing unit. Advanced systems allow operators to adjust the calendering gap down to the micrometer via the HMI, ensuring the perfect balance between a silky surface and a fluffy interior.
6. Vacuum Folding Technology for Facial Tissues
In the production of V-fold (interfolded) facial tissues, the folding mechanism is the ultimate test of softness preservation.
Older mechanical folding systems use metal tucker blades that physically strike the paper at high speeds to crease it. This violent friction breaks the surface fibers, significantly reducing surface softness and generating massive amounts of highly flammable paper dust.
The modern 2026 strategy is Aerodynamic Vacuum Suction Folding. As utilized in the industry-leading CJ-C-A Series Automatic V Fold Production Line, high-capacity vacuum pumps (often exceeding 37kW) utilize Bernoulli's principle to physically pull the tissue web into the folding geometry. Because no hard metal scrapes against the paper surface, the tissues retain a silky, lotion-like hand-feel that premium AFH (Away-From-Home) and retail consumers demand.
7. Gluing and Sealing: Protecting the Tactile Experience via Hydrogen Bonding
The final stages of converting can also heavily impact product softness. In toilet roll and kitchen towel production, the tail seal—where the final sheet is glued to the roll—often results in a hard, crusty spot that ruins the consumer's tactile experience and leads to brand dissatisfaction.
Glue-Free Tail Sealing via Hydrogen Bonding
To maintain 100% softness across the entire roll, forward-thinking factories are adopting Non-glue Tail Sealer technology. This system uses precise mechanical crimping paired with a microscopic mist of water. The moisture temporarily breaks the cellulose structure, and as it dries in milliseconds, it forms natural hydrogen bonds between the plies.
It entirely eliminates the hard glue spot, ensuring a flawless, soft tactile feel from the very first sheet.
It saves the factory tens of thousands of dollars annually in chemical adhesive costs and reduces machine cleaning downtime.
To consistently achieve high bulk and softness at industrial speeds (producing thousands of units per hour), optimizing individual standalone machines is insufficient. The entire factory must operate as a synchronized, digitally connected ecosystem.
For instance, if the log saw uses excessive clamp pressure, it will crush the bulk of the paper log before it's even cut. A turnkey system ensures that servo-driven clamps gently hold the soft logs while blade compensation algorithms execute a surgical, frictionless cut. To understand how these modules dynamically interact to preserve tissue quality and maximize MTBF (Mean Time Between Failures), review our comprehensive Tissue Converting Line Guide.
Conclusion: Elevating Your Tissue Production and Profitability Strategy
Succeeding in the highly lucrative premium tissue market is a direct result of superior mechanical and digital engineering. By prioritizing servo-driven unwinding, closed-loop PID tension control, aerodynamic vacuum folding, and intelligent PTP embossing, your facility can maximize bulk and softness while simultaneously drastically reducing raw material costs (achieving the highly profitable 145-sheet metric) and maintaining an OEE above 85%.
At DeChangYu, we have spent 40 years rigorously refining these exact equipment strategies. From the ultra-soft CJN-C Series Automatic Hand Towel Production Line to our high-speed industrial roll solutions, our machinery is engineered to treat your paper with the utmost precision.
Are you ready to exponentially upgrade your product's bulk, softness, and profit margins? Ensure your facility is equipped with the most robust technology in the market. Visit our Dealership and Contact page today to consult directly with our senior engineering team and request a custom Solution Proposal tailored to your specific quality targets and capacity goals.